Reliable hospital gown manufacturers are key to delivering safe, comfortable, and compliant medical apparel. Whether you’re sourcing for hospitals or private healthcare brands, these hospital gown manufacturers stand out for their production capabilities and consistent quality.
>>> Finding the right medical apparel manufacturer is crucial for healthcare institutions to maintain supply chain efficiency and ensure the well-being of both patients and staff.

>>> For brands seeking a dynamic streetwear clothing manufacturer, Thygesen offers extensive OEM capabilities designed to bring diverse collections to life. Thygesen supports partners in achieving their vision, from concept development through to high-volume production, ensuring adaptability for evolving market demands.
1. Thygesen Textile Vietnam
Thygesen Textile Vietnam is a custom apparel manufacturer based in Hanoi, Vietnam, operating as part of the long‑established Thygesen Textile Group with over 90 years of textile industry heritage.
Thygesen offers full OEM/ODM production services, from design consultation, to material sourcing, and bulk production, custom dyeing, labeling, and packaging, and serves global apparel brands across multiple categories.
>>> Beyond medical textiles, Thygesen Textile Vietnam is also adept at producing other specialized garments, including workwear, and has insights into the Top 10 Military Uniform Manufacturers That Popular Brands Look Out For when clients require solutions outside typical civilian needs.
For custom hospital wear manufacturing service, Thygesen produces a range of hospital wear and patient clothing, including patient gowns, nursing nightwear, breastfeeding apparel, and medical uniforms designed for comfort, durability, and frequent industrial laundering with ISO 13485 quality management available upon customer request.
>>> As a leading medical uniform manufacturer, Thygesen ensures all garments meet strict hygiene and durability standards essential for the healthcare sector.

>>> Evaluating potential partners for a t shirt manufacturer requires assurance of adherence to global production benchmarks. Thygesen upholds stringent ISO-based quality management systems and emphasizes sustainable practices, mitigating sourcing risks for brands prioritizing ethical and certified production.
2. Multigate Medical Products
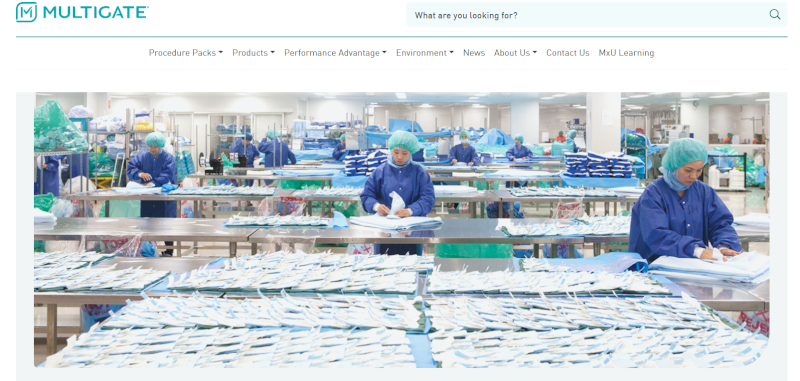
Multigate Medical Products Pty Ltd is an established medical apparel and consumables manufacturer headquartered in Villawood, New South Wales, Australia. Founded in 1986, the company has grown to become one of Australia’s leading suppliers of hospital procedure packs and protective wear for both public and private healthcare markets.
Multigate’s core strengths lie in its broad portfolio of hospital gowns and protective medical apparel, including isolation gowns, patient gowns, minor procedure gowns, and surgical apparel designed for varying levels of protection and clinical use.
The company leverages certified production processes – including ISO 13485 medical device quality management and ISO 9001 quality assurance systems – along with a clean room manufacturing environment to ensure high standards and consistent output.
Its gown range meets recognized AAMI protection levels, providing options suitable for both general patient care and surgical procedures, and reinforces its commitment to safety, comfort, and compliance in medical apparel.
>>> Securing a robust partner for cut and sew manufacturing demands a clear understanding of the entire production journey. Thygesen provides comprehensive supply chain transparency and fosters strong communication channels, building the foundation for enduring, trust-based collaborations.
3. Standard Textile
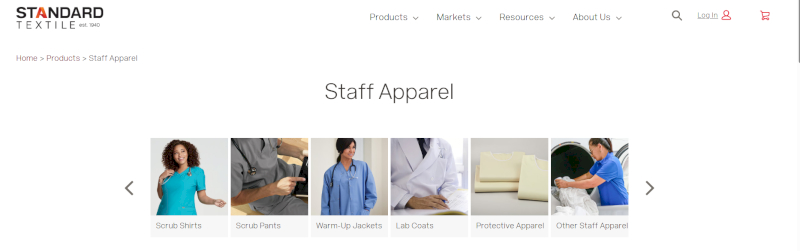
Standard Textile is a well-established, vertically integrated textile and medical apparel company headquartered in Cincinnati, Ohio, USA. Founded in 1940, the company has grown into a global provider of institutional textiles and protective apparel with operations across North America, Europe, and other key markets.
Standard Textile’s strengths lie in its comprehensive healthcare textile solutions, which include reusable surgical gowns, patient gowns, lab coats, scrub apparel, OR drapes, blankets, sheets, and other medical-grade textiles designed for durability, comfort, and repeated institutional laundering.
Standard Textile’s integrated supply chain enables reliable production and distribution, with order quantities and minimums tailored to customer requirements depending on the product and scale of supply.
>>> Identifying a legging manufacturer capable of delivering superior product performance is crucial for market differentiation. Thygesen emphasizes innovation in materials and construction, ensuring exceptional functionality and comfort for high-end apparel brands.
4. Indo Surgicals
IndoSurgicals Private Limited is a medical equipment manufacturer and supplier headquartered in New Delhi, India, with a strong presence in global healthcare markets.
IndoSurgicals offers a wide range of disposable medical apparel and hospital products, including disposable surgical gowns, scrubs, caps, face masks, shoe and boot covers, gloves, and hospital aprons designed for infection prevention and hygienic clinical use.
Alongside apparel, the company’s product lineup extends to medical disposable supplies and a broad range of medical equipment categories that support patient care and clinical operations.

5. BOSTON Scrubs
BOSTON Scrub Group, founded in 2006 and headquartered in Qingfeng County, Henan Province, China, is a medical apparel manufacturer and supplier with a vertically integrated production system covering design, development, manufacturing, and sales.
BOSTON Scrub offers a broad range of medical uniforms and protective apparel, including patient gowns, medical scrubs, lab coats, anti-static coats, and other healthcare garments. Its patient gowns are designed to be comfortable, breathable, and easy to put on and take off, with options for customization in fabrics, colors, sizes, and styles to meet specific hospital or brand requirements.
The company supports OEM/ODM services and typically sets MOQs around 2,000 sets per color/style, with flexible pricing and bulk supply tailored for institutional buyers.
6. Fujian Yunge Medical Equipment. Co
Fujian Yunge Medical Equipment Co., Ltd. is a medical textile and protective products manufacturer founded in 2017 and headquartered in Xiamen, Fujian Province, China. The company specializes in the research, development, and production of spunlace nonwoven materials and medical apparel, serving hospitals, clinics, and healthcare distributors worldwide.
Yunge offers a wide range of medical apparel and consumables, including patient gowns, disposable surgical gowns, isolation gowns, protective coveralls, lab coats, and other PPE products made from high‑quality non‑woven fabrics designed for comfort, hygiene, and protection.
7. Anbu Safety
Anbu Safety Industrial is a professional workwear and PPE manufacturer headquartered in Zhengzhou, Henan Province, China, with more than 10 years of experience in producing safety clothing and protective equipment for global markets. Established in 2008, the company has expanded its export footprint to over 30 countries, supplying a wide range of products to distributors, healthcare facilities, and industrial sectors worldwide.
Anbu Safety offers a variety of hospital patient gowns, including custom patient gowns made from polyester/cotton with reinforced stitching and practical designs for healthcare use. The company supports OEM customization for color, size (S-4XL), and branding, with minimum order quantities (MOQs) typically around 1,000 pieces per style, and flexible payment terms such as T/T or L/C at sight.
8. Medtecs Group
Medtecs Group is a global manufacturer and supplier of personal protective equipment (PPE), medical textiles, and healthcare apparel headquartered in Taipei, Taiwan. Founded in 1989, the Medtecs Group has over 35 years of experience in producing and distributing medical garments and protective solutions, with a broad presence across the United States, Europe, Asia-Pacific, and other key markets.
Medtecs offers a comprehensive range of medical and surgical gowns – including disposable surgical gowns, isolation gowns (AAMI Levels 1–4), and other protective apparel tailored to hospital and clinical environments – all designed to meet international safety standards and regulatory requirements.
9. Zephyr Textile
Zephyrs Textile was established in 2002 and is a textile manufacturer headquartered in Multan, Punjab, Pakistan, operating in one of the country’s major cotton‑producing regions. Zephyrs operates certified facilities with standards such as ISO 9001:2015, OEKO‑TEX Standard 100, SEDEX, GRS, RCS, and Fairtrade, reflecting its commitment to quality and responsible production.
Zephyrs Textile offers a variety of hospital patient gowns, medical gowns, surgical gowns, and other healthcare uniforms manufactured in bulk using materials like poly‑cotton, 100% polyester, and non‑woven fabrics with customizable colors, sizes, and printing options to meet specific hospital requirements.

10. SUNSMED
SUNSMED is a medical apparel and protective supplies manufacturer headquartered in Guangzhou, Guangdong Province, China. With years of experience serving healthcare markets globally, SunsMed focuses on developing, producing, and exporting a wide range of disposable medical products designed for hospitals, clinics, and distributors.
SunsMed offers a broad portfolio of patient gowns, disposable surgical gowns, isolation gowns, and other medical protective apparel made from high‑quality nonwoven and SMS materials tailored for clinical and hospital use.
The company customizes fabric types, sizes, colors, and packaging according to client specifications, supporting bulk orders typically based on MOQs negotiated per product and customer needs.
Common Hospital Gown Product Lines
Most hospital gown manufacturers typically offer the following product lines to serve different medical use cases:
- Standard Patient Gowns: Classic gowns usually made from cotton or poly-cotton blends with back ties, designed for patient comfort during extended hospital stays.
- IV Gowns: Gowns equipped with snaps or Velcro along the shoulders and sleeves to allow easy access to intravenous (IV) lines without fully removing the garment.
- Snap-Front / Dignity Gowns: Gowns with snap closures on the front, providing extra coverage and modesty; commonly used in nursing homes or long-term care facilities.
- Bariatric Gowns: Oversized gowns specifically designed to comfortably fit larger patients, ensuring proper coverage and ease of movement.
- Mammography Gowns: Specialized gowns that allow convenient access to the chest area for imaging procedures while maintaining patient modesty.
- Isolation Gowns (Disposable or Reusable): Protective gowns intended to prevent the spread of fluids and microorganisms, available in various AAMI levels (1–4) depending on fluid resistance requirements.
- Surgical Gowns: Sterile, high-performance gowns made to protect both patients and healthcare providers during surgical procedures, often featuring reinforced areas for fluid protection.
- Specialty Gowns: Custom or purpose-specific gowns, including MRI-safe gowns, psychiatric patient gowns, or garments designed for high-risk elopement patients.

Tips for Finding Reliable Hospital Gown Manufacturers
Choosing a reliable hospital gown manufacturer ensures your products meet safety standards and patient comfort requirements. Consider the following tips when evaluating potential partners
- Understand the type of hospital gown you need: Before sourcing, clearly define whether you need disposable or reusable gowns, isolation gowns, surgical gowns, or patient gowns. Each type has different fabric, construction, and compliance requirements, which directly affect manufacturer suitability.
- Verify compliance with medical standards and regulations: Reliable hospital gown manufacturers must meet relevant standards such as AAMI (Association for the Advancement of Medical Instrumentation), ISO certifications, or equivalent regional medical textile regulations. Compliance ensures gowns meet safety, barrier protection, and performance requirements.
- Assess fabric quality and performance: Hospital gowns require specific fabric properties such as fluid resistance, breathability, durability, and comfort. Ask manufacturers about fabric types (e.g. SMS nonwoven, spunbond, polyester-cotton blends), GSM, and test results for liquid penetration and tensile strength.
- Check experience in medical garment manufacturing: Prioritise manufacturers with proven experience producing medical or healthcare apparel. Medical garments involve stricter quality control, documentation, and traceability than standard apparel, which not all factories can handle effectively.
In conclusion, reliable hospital gown manufacturers are key to delivering safe, comfortable, and compliant medical apparel. If you are looking for hospital gown manufacturer Vietnam, check more at thygesenapparel.com or contact sale@thygesen.com.vn to discuss your custom hospital wear needs.
















{kind=link}